


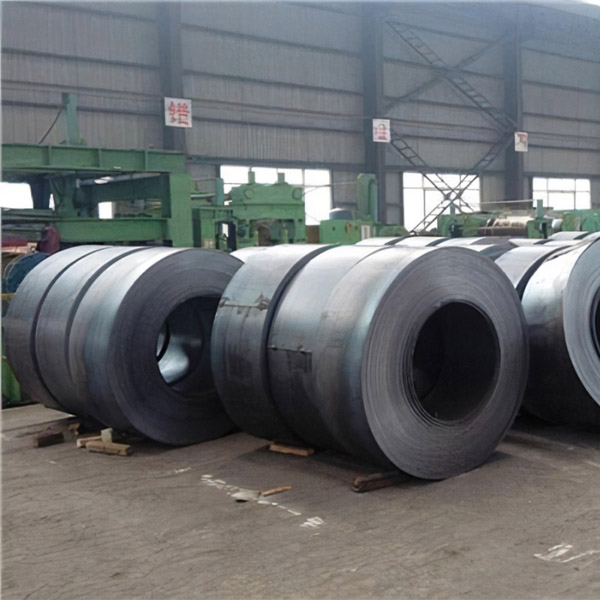
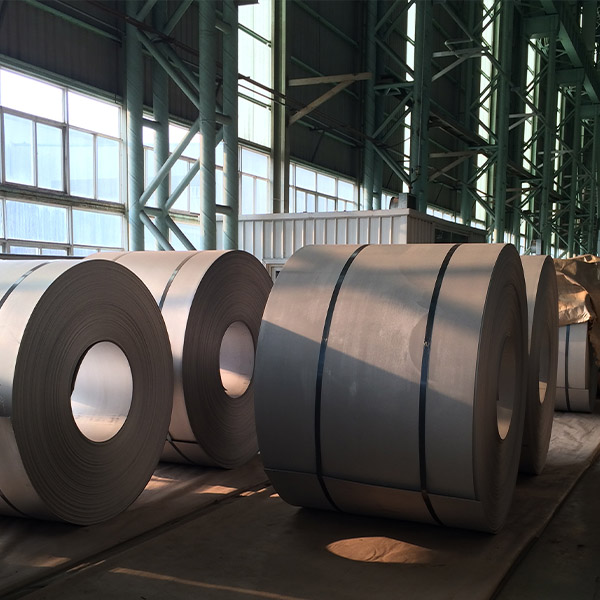
পিকলিং হট রোলড স্টিলের কয়েল


ইস্পাত প্লেটের আকার টেবিলের প্রয়োজনীয়তা পূরণ করতে হবে "হট রোলড স্টিল প্লেটের মাত্রা এবং নির্দিষ্টকরণ (GB/T709-1988 থেকে উদ্ধৃত)"।
ইস্পাত স্ট্রিপের আকার টেবিলের প্রয়োজনীয়তা পূরণ করতে হবে "হট রোলড স্টিল স্ট্রিপের মাত্রা এবং নির্দিষ্টকরণ (GB/T709-1988 থেকে উদ্ধৃত)"।
ইস্পাত প্লেটের প্রস্থ 50 মিমি বা 10 মিমি এর মাল্টিপলও হতে পারে।
স্টিল প্লেটের দৈর্ঘ্য 100 মিমি বা 50 মিমি এর মাল্টিপল যেকোনও, তবে 4 মিমি এর কম বা সমান প্রস্থ সহ স্টিল প্লেটের ন্যূনতম দৈর্ঘ্য 1.2 মি এর কম হবে না এবং একটি স্টিল প্লেটের ন্যূনতম দৈর্ঘ্য হবে না। 4 মিমি এর বেশি বেধ সহ 2 মি এর কম হবে না।
প্রয়োজনীয়তা অনুযায়ী, ইস্পাত প্লেটের বেধ 30 মিমি থেকে কম, বেধের ব্যবধান 0.5 মিমি হতে পারে।
চাহিদা অনুযায়ী, সরবরাহকারী এবং ক্রেতার মধ্যে আলোচনার পরে, স্টিলের প্লেট এবং অন্যান্য আকারের স্ট্রিপগুলি সরবরাহ করা যেতে পারে।

সাধারণ বেধ:0.8, 1.0, 1.2, 1.5, 1.8, 2.0, 2.35, 2.45, 2.50, 2.70, 2.75, 2.8, 2.9, 2.95, 3.0, 3.25, 3.3, 3.5, 3.5, 3.5, 9 3.95, 4, 4.25, 4.5, 4.7, 4.75, 5, 5.5, 5.75, 6, 6.75, 7, 7.5, 7.75, 8, 8.75, 9, 9.5, 9.75, 10,51, 10,51
গরম ক্রমাগত ঘূর্ণায়মান তার উপাদান এবং কর্মক্ষমতা অনুযায়ী সাধারণ কার্বন কাঠামোগত ইস্পাত, নিম্ন খাদ ইস্পাত, এবং খাদ ইস্পাত বিভক্ত করা যেতে পারে। তাদের বিভিন্ন ব্যবহার অনুসারে, এগুলিকে ভাগ করা যেতে পারে: ঠান্ডা গঠনকারী ইস্পাত, কাঠামোগত ইস্পাত, স্বয়ংচালিত কাঠামোগত ইস্পাত, জারা-প্রতিরোধী কাঠামোগত ইস্পাত, যান্ত্রিক কাঠামোগত ইস্পাত, ঢালাই গ্যাস সিলিন্ডার এবং চাপ জাহাজের ইস্পাত, পাইপলাইন ইস্পাত ইত্যাদি।
হট-ডিপ গ্যালভানাইজড হট-রোল্ড প্লেট ইউনিট একটি উন্নত সেন্ডজিমির অ্যানিলিং প্রক্রিয়া গ্রহণ করে এবং কাঁচামাল হট-রোল্ড পিকড কয়েল। উত্পাদন প্রক্রিয়া নিম্নরূপ:
হট-রোল্ড পিকড কয়েল → আনকোয়েলিং → মাথা ও লেজ কাটা → ঢালাই → প্রবেশদ্বার লুপার → পরিবর্তিত সেন্ডজিমির অনুভূমিক অ্যানিলিং ফার্নেস → হট-ডিপ গ্যালভানাইজিং → প্লেট করার পরে শীতল → দস্তা স্তর পুরুত্ব পরিমাপক → মসৃণকরণ এবং নির্ণয়যোগ্য → স্ট্রেইট ট্রিটমেন্ট ইলেক্ট্রোস্ট্যাটিক অয়েলিং → কয়েলিং → ওজন এবং প্যাকিং → সমাপ্ত পণ্য স্টোরেজ।




